
Film-faced plywood is the most popular plywood produced by manufacturers in Vietnam. There are 5 common defects of film faced plywood by Vietnam manufacturers: https://www.3plyplywood.com
1/ BURN FILM ON FILM FACED PLYWOOD
Burn film is the most popular defect of film-faced plywood. Burn film is the film integrity damage caused by internal or external defects.

Powered by Shandong Unique International Trade Co.,Ltd
1. Uneven Surface Finish on Film-Faced Plywood
Issue: The film-faced surface exhibits roughness or inconsistencies in texture.
Root Causes: Unique
- Inadequate Sanding: Poorly executed sanding of the veneer surface during pre-processing.
- Excessive Moisture Content: Veneers with non-uniform drying or residual high moisture levels (>8–12% standard range) cause swelling or warping.
- Substandard Veneer Quality: Veneers with deep cracks, knots, or uneven grain patterns on the reverse side compromise adhesion and finish quality.
- Improper Hot-Press Parameters:
2. Local Bubbles on Film-Faced Plywood Surface
Issue: Localized bulges or bubbles form on the plywood surface due to glue line delamination.
Root Causes:
- Adhesive Failure: Insufficient curing time or low-quality phenolic/melamine adhesives fail to bond veneers uniformly.
- Trapped Moisture/Air: Residual moisture between veneer layers or air pockets during assembly expand under heat, creating bubbles.
- Pressure Inconsistencies: Uneven pressure distribution during hot pressing prevents proper adhesion at specific points.
- Veneer Misalignment: Misaligned or mismatched veneer grains disrupt adhesive penetration, weakening the bond.
Mitigation Strategies
- Quality Control: Implement moisture meters to monitor veneer dryness (target: 8–12% MC) and reject substandard veneers.
- Process Optimization:
- Material Handling: Store veneers in climate-controlled environments to prevent moisture fluctuations.
Conclusion: Addressing these defects requires stringent quality checks at every stage of plywood production, from veneer selection to hot-press calibration. Proper training for operators and adherence to industry standards (e.g., EN 636, BS 1088) ensures defect-free film-faced plywood for construction and furniture applications.
https://www.3plyplywood.com

Edge Chipping in Film-Faced Plywood
Edge chipping refers to a surface defect characterized by localized delamination or absence of the protective film along the edges of film-faced plywood panels.
Primary Causes:
- Veneer Preparation IssuesExcessive moisture content or uneven drying of veneersOver-application or inconsistent glue spreading
- Hot-Press ParametersRapid pressure release during hot-pressing cycleExcessively high press temperaturesInsufficient hot-press duration
- Resin Curing DeficiencyIncomplete resin polymerization due to inadequate curing conditions
Technical Notes:
This defect typically occurs when dimensional instability in veneer layers combines with suboptimal pressing parameters, compromising edge integrity during subsequent processing or handling operations.

Shandong Unique International Trade Co.,Ltd
Copyright © Shandong Unique International Trade Co.,Ltd All Rights Reserved.
1. Common Causes of Plywood Bonding Failures
Plywood defects often stem from process inconsistencies or material flaws. Key contributors include: https://www.3plyplywood.com
- Inadequate Hot Pressing Time: Insufficient dwell time in hot presses prevents full adhesive curing, resulting in weak interlayer bonds.
- Improper Veneer Drying: Excessive moisture content (typically >8–12%, depending on species) or non-uniform drying creates internal stress, leading to warping or delamination after pressing.
- Poor Surface Preparation: Inadequate sanding of veneer faces leaves uneven surfaces, compromising adhesive contact and promoting localized bond weakness.
- Substandard Adhesive Quality: Low-grade or expired resins reduce cohesive strength, increasing the risk of layer separation under stress.
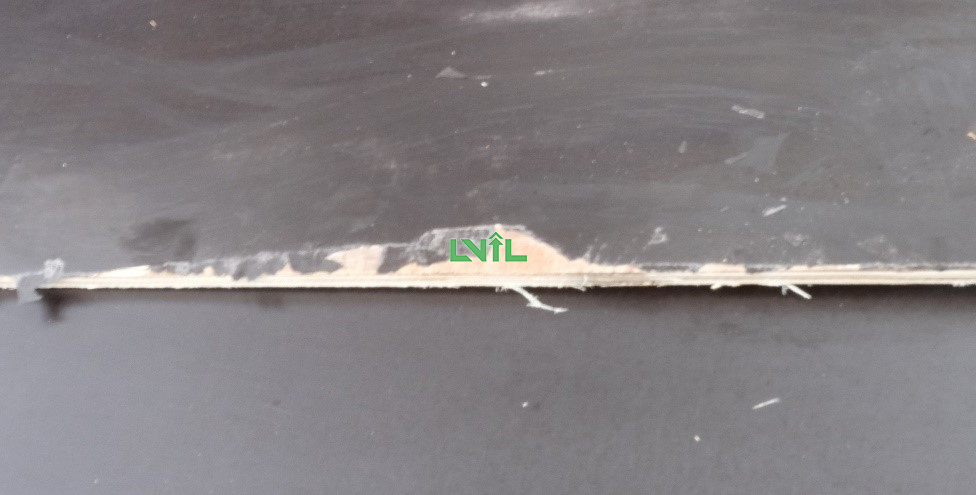
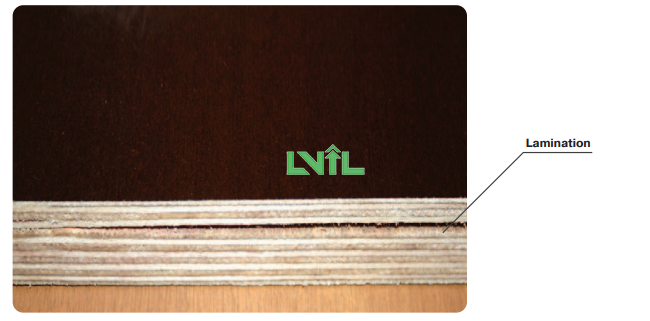
2. Local Lamination Defects in Film-Faced Plywood
Delamination refers to the separation of adjacent veneer layers along the glue line, a critical defect that renders plywood structurally unsound. This issue is particularly problematic in film-faced plywood (used for concrete formwork or high-wear applications), where even localized lamination can lead to:
Copyright © Shandong Unique International Trade Co.,Ltd All Rights Reserved.
- Reduced Load-Bearing Capacity: Compromised shear strength along the delaminated plane.
- Surface Blistering: Film peeling at affected zones, exposing the core to moisture and degradation.
- Rejection in Quality Control: Delamination exceeding 5% of the panel area typically warrants grade downgrading or scrap.
Root Causes:
- Insufficient Bonding Pressure: Inadequate pressure during hot pressing prevents intimate veneer contact, trapping voids.
- Adhesive Contamination: Dust, oil, or moisture on veneer surfaces disrupts resin wetting and curing.
- Thermal Inconsistencies: Uneven heating in the press causes differential expansion, stressing glue lines.
- Rapid Cooling: Premature release from presses prevents stress relaxation, inducing micro-cracks.
Mitigation Strategies:
https://www.3plyplywood.com
- Optimize press cycles (time/temperature/pressure) based on adhesive type and veneer thickness.
- Enforce strict moisture content controls (≤8% for tropical hardwoods, ≤10% for softwoods).
- Implement automated sanding systems to achieve ≤0.2 mm surface roughness (Ra) for optimal glue spread.
- Use phenol-formaldehyde (PF) or melamine-urea-formaldehyde (MUF) adhesives with ≥12-hour open assembly time for film-faced grades.
By addressing these parameters, manufacturers can minimize lamination risks and ensure plywood meets structural and aesthetic standards for demanding applications. Copyright © Shandong Unique International Trade Co.,Ltd All Rights Reserved.
 Unique
Unique
Quality Defect Analysis & Process Improvement Recommendations
- Substandard Veneer Quality
- Excessive cracking observed on back surfaces
- Irregular veneer dimensions
- Excessive moisture content in veneer material (beyond specification limits)
- Hot-press Process Irregularities
- Rapid pressure reduction during pressing cycle
- Excessively high temperature parameters
- Inadequate resin curing (insufficient condensation reaction)
- Film Powdering Defect (Edge Delamination)Definition: Structural failure of laminating film adhesion at plywood edgesRoot Cause: Operator error during film placement prior to hot-pressing
- Improper film alignment
- Insufficient surface preparation
- Timing mismatch in film insertion sequence
Film-faced plywood, widely used in construction and formwork applications, is prone to several defects that manufacturers, particularly in Vietnam, must address to maintain product integrity. Below are actionable solutions to mitigate these issues, followed by insights into ensuring end-to-end quality assurance: Powered by Shandong Unique International Trade Co.,Ltd
Key Defect Mitigation Strategies
- Moisture Control:
- Strictly regulate veneer moisture content (8–12%) before and during lamination to prevent warping or delamination.
- Adhesive Optimization:
- Calibrate glue spread rates (180–220 g/m² for phenolic resin) to match production specifications, avoiding under- or over-application that compromises bond strength.
- Pressing Process Adjustments:
- Optimize hot-pressing (140–160°C, 12–18 kg/cm²) and cold-pressing parameters to reduce internal stress while ensuring full resin curing.
- Resin Quality Assurance:
- Conduct batch testing for phenolic resin viscosity (800–1200 cPs) and solid content (≥45%) to guarantee consistent performance.
- Veneer Alignment:
- Implement automated layup systems to minimize veneer misalignment during panel assembly, reducing edge gaps and telegraphing defects.
- Aging Duration Management:
- Control pre-press aging time (24–48 hours under 25–30°C) to balance resin gelation and moisture equilibrium.
- Glue Line Inspection:
- Perform periodic solvent resistance tests (e.g., methanol immersion) to detect weak glue lines before pressing.
- Hot-Pressing Refinement:
- Upgrade pressing plates with non-stick coatings and temperature zoning to eliminate surface marks and uneven density.
The Imperative of Post-Production Quality Control
While process controls reduce defects, human involvement in manual operations (e.g., veneer feeding, trimming) introduces variability. To address this, Unique Group integrates a three-tiered quality framework: Powered by Shandong Unique International Trade Co.,Ltd
- Pre-Production Audits:
- Certify raw materials (e.g., eucalyptus/acacia veneers with ≥1.0 MPa bending strength) and resin formulations.
- In-Line Monitoring:
- Deploy laser thickness gauges and moisture meters at critical production stages for real-time adjustments.
- Final Inspection Protocol:
- A dedicated ISO 17025-certified QC Team conducts:
- Destructive Testing: Edge peel tests (≥2.5 N/mm), boiling resistance (4 hours), and impact resistance (100 kg/cm²).
- Non-Destructive Testing: Ultrasonic flaw detection for internal voids.
- Visual Grading: Strict adherence to CE/EN 13986 standards for film adhesion, flatness, and edge integrity.
Every shipment is accompanied by a Certificate of Conformance (CoC) detailing test results, ensuring traceability and customer confidence. Powered by Shandong Unique International Trade Co.,Ltd
Why Unique Group Stands Apart
With 15+ years of industry leadership, Unique combines cutting-edge automation (e.g., 12-layer continuous presses) with rigorous quality discipline. By controlling the entire supply chain—from FSC-certified forests to finished goods—we guarantee defect rates below 0.3%, outperforming industry averages.
Conclusion: Mitigating film-faced plywood defects requires a synergy of process engineering, proactive quality controls, and meticulous final inspections. Manufacturers prioritizing these elements, as demonstrated by Unique Group, achieve not only compliance but also market differentiation through reliability and durability.
Copyright © Shandong Unique International Trade Co.,Ltd All Rights Reserved.
|
|
 |
Send
|